


Приготовление пиротехнических составов - Пульсирующее горение
Приготовление пиротехнических составов
Относится к одной из ключевых фаз производства пиротехнических средств. Предусматривает проведение операции дозирования всех необходимых ингредиентов, включая смешивание, провяливание, гранулирование, а также непрерывный контроль показателя качества приготовленной смеси. В зависимости от целевого предназначения, а также требуемых технологических свойств, некоторые манипуляции могут быть проигнорированы. Процесс приготовления требует обязательного использования отдельного помещения с наличием современного специализированного оборудования и вышибными окнами, что позволяет существенно снизить параметр разрушения при условии непреднамеренной вспышки. Каждый этап требует к себе максимально ответственного подхода и контроля качества в частности, что позволяет исключить вероятность допущения ошибок.
Прессование пиротехнических составов
Считается одним из распространенных методов создания многочисленных пиротехнических средств, предусматривающий использование уплотняющей смеси с одновременным применением соответствующих пресс-инструментов. Требующееся давление прессования формируется за счет эксплуатации специализированного гидравлического либо механического пресса.
В целом существует несколько видов прессования:
- глухое;
- гидростатическое;
- проходное.
В качестве подвидов глухого типа прессования выступает порционное и послойное. Метод прессования пиротехнических компонентов подлежит выбору с учетом геометрических параметров пиротехнических средств, технологических и реологических характеристик.
Провяливание пиротехнических составов
Считается одной из ключевых операций в организации технологического процесса, которая учитывается во время приготовления многочисленных лаковых составов. Главная задача заключается в удалении избыточного объема специализированного легколетучего растворителя непосредственно перед гранулированием. Реализация выполняется методом выдержки состава при создании комнатного температурного режима. Нередко производится в специализированном смесителе по завершении определенного периода времени смешения при организации подачи воздуха и вращающихся лопастей современной мешалки.
Продукты сгорания металлов
Многие порошкообразные металлические горючие окисляются, воспламеняются и сгорают не только в среде кислорода, но и галогенов, азота, оксидов углерода, паров воды, НС1, HF, а также при горении смесей металлов с серой, техническим углеродом, веществами, содержащими кислород, хлор, фтор, азот, углерод, серу и фосфор. Поэтому при сгорании металлов могут образовываться оксиды, гидраты оксидов, хлориды, фториды, карбиды, нитриды, сульфиды и фосфиды. Независимо от природы горючего количество выделяемого тепла при его окислении фтором значительно больше, чем при окислении кислородом и хлором. По расходу окислителя на окисление 1 кг горючего они располагаются в следующий ряд: хлор>фтор>кислород. Поэтому теплотворная способность горючих, отнесенная к единице массы окислителя, более значительна при использовании в качестве окислителя кислорода и минимальна при использовании хлора. Природа окислителя оказывает существенное влияние на свойства продуктов окисления. В подавляющем большинстве случаев наиболее термически устойчивы оксиды, карбиды и нитриды, значительно менее устойчивы хлориды и фториды. Высокие температуры кипения и диссоциации оксидов Al, Mg, Ti и Zr позволяют использовать эти горючие и их сплавы для создания пиротехнических составов, при сгорании которых должны развиваться высокие температуры, а именно твердых смесевых топлив, осветительных и фотоосветительных составов и т.д. Хлориды многих металлов имеют низкие температуры плавления и кипения, что способствует их удалению с поверхности частиц и более полному сгоранию металла при относительно невысоких температурах. Металлические горючие в сочетании с хлорсодержащими горючими используются для получения маскирующих дымов (металлохлоридные дымовые составы). Образующиеся хлориды металлов поглощают из атмосферы влагу, что приводит к увеличению массы аэрозольных частиц и маскирующей способности аэрозоля. Карбиды, сульфиды, фосфиды и нитриды металлов легко взаимодействуют с О2, поэтому при горении пиротехнических составов они образуются только в случае его недостачи для полного окисления металлического горючего.
Промышленное производство пиротехнических средств
Подразумевает специализированный комплекс производственных цехов, а также мастерских, которые соединены между собой в соответствующий технологический поток, обладающий выраженным технологическим процессом по каждой фазе отдельно. В целом технология производства включает в себя несколько основных этапов:
- Подготовительный.
- Приготовление специализированного состава.
- Создание соответствующих пироэлементов.
- Сборка полноценного пиротехнического средства.
Каждый этап обладает персональной соответствующей производственной базой, которая предусматривает использование специализированного оборудования, передовых технологий, а также приборов. Помимо перечисленных работ, которые предусматривает каждая фаза по отдельности, на оборудованных пиротехнических заводах осуществляется производство деталей к различным средствам, таре, нестандартному типу оборудования, включая иные приспособления.
Любой тип работы выполняется в специализированных цехах с использованием нестандартного вида оборудования, инструментов и приспособлений. Все необходимые соответствующие контрольные испытания проводятся на предназначенных для этого испытательных полигонах, в заводских лабораториях. С целью утилизации применимы специально разработанные для этого огневые площадки со всем необходимым.
Проходное прессование
В последние годы разработан новый тип пиротехнических составов различного назначения на основе эластомеров, латексов, систем порошкообразный ВМС- пластификатор (пластизольная система), нитратов целлюлозы, которые являются технологической основой составов и позволяют перерабатывать их методом вальцевания и проходного прессования в длинномерные изделия различного сечения. Такие составы должны содержать, %: эластомер 10-12, пластизольную основу 10-23, нитраты целлюлозы 50-90. Остальными компонентами являются порошкообразные окислители, металлические горючие и добавки. Переработка их методом проходного прессования осуществляется на вертикальных гидравлических прессах с использованием пресс-инструментов, горизонтальных (пульсирующих) прессах или шнек-прессах с последующим нарезанием шнура на пироэлементы требуемой длины. Качество образующегося шнура и давление прессования зависят от природы состава, содержания в нем технологической основы, геометрических размеров пресс-инструмента (диаметра матрицы D, диаметра d и длины I фильеры, угла входа в фильеру а), скорости нагружения, температуры смеси и пресс-инструмента. Уменьшение содержания технологической основы в составе приводит к резкому повышению давления прессования, а увеличение - к росту шнура после выхода из фильеры и снижению его плотности. Введение пластификатора в составы на основе эластомеров или увеличение его в пластизольной основе приводит к резкому уменьшению давления прессования и повышению эластичности шнура. Давление прессования возрастает с увеличением отношения D/d и Z/d. Увеличение D/d приводит к росту плотности шнура, a /7d - к уменьшению роста диаметра шнура после выхода из фильеры. Для большинства составов наиболее оптимальным является отношение D/d 2-3, Z/d 3, а 90°. Повышение температуры переработки до определенного предела приводит к уменьшению давления прессования и улучшению качества образующегося шнура. Для большинства составов температура переработки должна быть 80-90°С, а для составов на основе хлорнаирит-пластификатор - 20-30°С. Переработка составов на основе фторкаучуков может осуществляться при температуре выше 100°С.
1 - пуансон; 2 - матрица; 3 - обтюратор; 4 - состав; 5 - фильера; 6 - шнур из состава; 7 - рубашка; 8 - фиксатор
1 - хомут; 2 - цилиндр с рубашкой; 3 - пуансон; 4 - загрузочный люк; 5 - муфта; 6 - поршень цилиндра пресса; 7 - крышка; 8 - шток
1 - рубашка; 2 - корпус смесителя и шнека; 3 - состав; 4 - фильера; 5 - образующийся шнур; 6 - шнек; 7 - клапан; 8 - лопасти смесителя
Противоградовое средство
Пиротехническое средство, содержащее шашку активного дыма, используемое для создания активных центров кристаллизации (АЦК) воды и предотвращения образования града. П.с. может быть снарядом («Эльбрус-2») или ракетой (ПГИ, «Облако», «Алазань», «Кристалл» и др.). Общий вид некоторых из них показан на рисунках, а основные характеристики приведены в таблице.
1 - головная дистанционная трубка; 2 - отверстия для выхода парогазовой смеси; 3 - шашка активного дыма; 4 - пиропороховой двигатель; 5 - сопловой блок; 6 - парашютный отсек; 7 - донная дистанционная трубка
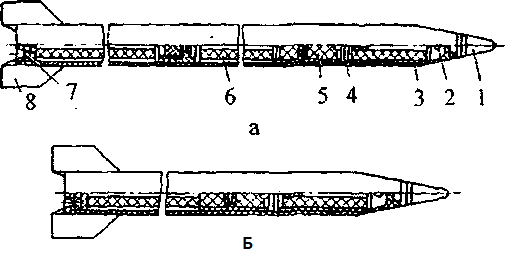
а - двухступенчатая, б - одноступенчатая; 1 - дистанционная трубка; 2 - отверстия для выхода парогазовой смеси; 3 - шашка активного дыма; 4 - дистанционный механизм ликвидатора; 5 - ликвидатор; 6 - реактивный пиропороховой двигатель; 7 - сопловой блок; 8 - оперенье стабилизатора

Пульсирующее горение
Процесс сгорания пороха, включая смесевые топлива и пиротехнические составы, предусматривает использование принципа отдельных очагов, которые формируются и одновременно попадают на поверхности горения. При небольших объемах может возникать пламя в виде факела с сохраняющимися соответствующими усредненными параметрами, среди которых:
- температурный режим;
- специализированный состав продуктов сгорания;
- процесс излучения.
В таком случае горение считается равномерным.
При увеличении поверхности очага горения и одновременного уменьшения суммарного числа температурный режим, объемы пламени, а также непосредственно заявленная интенсивность начинают изменяться, причем существенно. Если размер очага равен либо превышает поверхность горения, пламя может частично либо полностью исчезнуть.
Процесс сгорания используемых составов с определенной интенсивностью исчезновения факела расценивается как пульсирующий. Явление наблюдается во время горения соответствующих смесей.
При П.г. большинства гетерогенных систем заявленная температура горения с определенной интенсивностью существенно снижается, из-за чего следующее воспламенение происходит исключительно в результате перехода к К-фазе. Ключевая особенность заключается в том, что сила света в период вспышки как минимум в несколько раз больше, нежели в момент сгорания смеси при равномерном режиме, причем средняя скорость на порядок меньше.
Представленная особенность применяется исключительно для достижения практических целей. Излучение, которое возникает периодически, намного лучше воспринимается человеческим глазом, что особенно актуально во время процесса разработки специализированных сигнальных и трассирующих средств и составов. Поэтому разработанные составы в виде мерцающих огней, которые известны общественности в виде салютов, широко используются и сегодня.